Piec próżniowy do lutowania przełączników próżniowych
Vector UHV – piec próżniowy do lutowania próżniowego elementów elektrycznych (VCB)
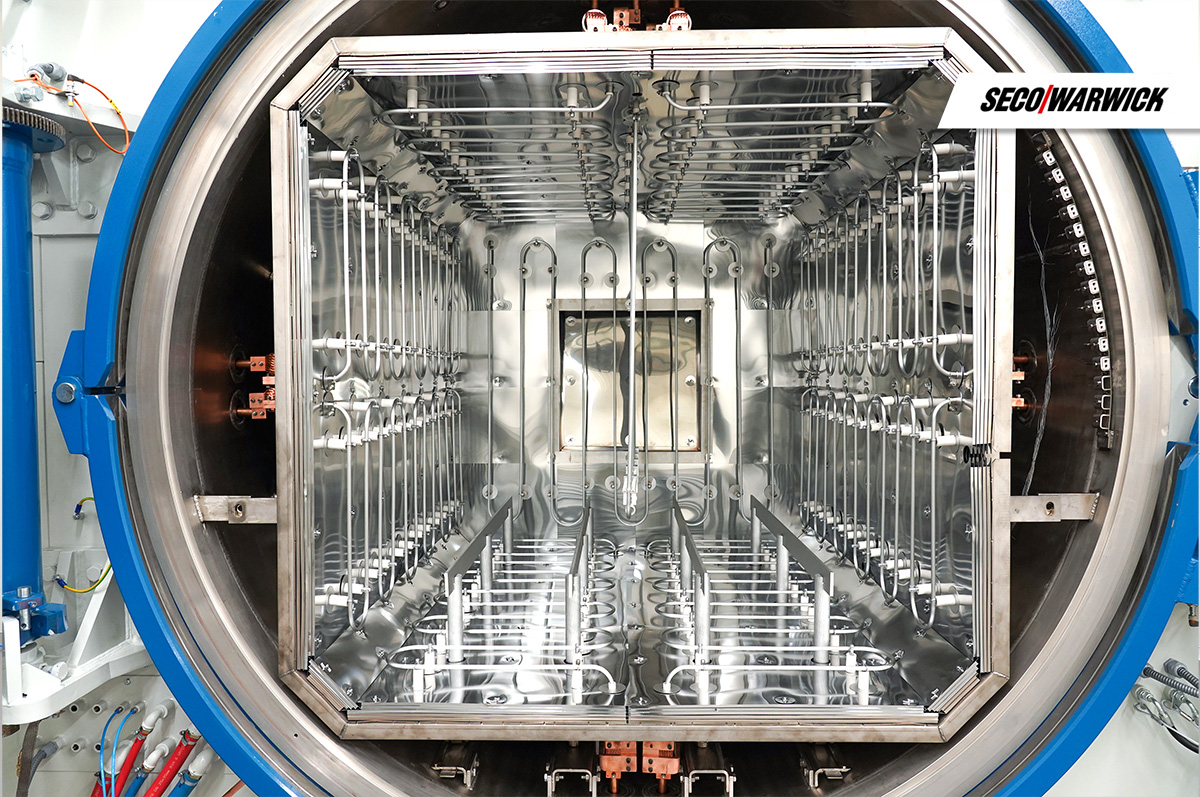
Vector to jednokomorowy piec próżniowy przeznaczony do procesu lutowania próżniowego elementów elektrycznych, takich jak przełączniki próżniowe i wyłączniki próżniowe (VCB).
Tego typu zastosowania wymagają atmosfery procesowej o wysokiej czystości. Dlatego piece te są wyposażone w pompy turbomolekularne, aby uzyskać wysoką lub bardzo wysoką próżnię.
Ponadto, ze względu na wysokie wymagania czystości, urządzenia są montowane i testowane w dedykowanym czystym pomieszczeniu w naszym warsztacie. Dzięki temu zminimalizowane jest ryzyko zanieczyszczenia wnętrza systemów pieca.
Vector to jednokomorowy, poziomy piec próżniowy, wyposażony w molibdenową gorącą strefę przeznaczoną do czystego procesu oraz w pompy turbomolekularne, umożliwiające osiągnięcie wysokiego poziomu próżni. Dodatkowo, piec o większym rozmiarze wyposażony jest w środkowy element grzejny. Zapewnia to optymalną jednorodność nagrzewu wszystkich obrabianych części.
/ Orientacja pozioma,
/ Dwa standardowe rozmiary: 600x600x900 i 1000x1000x1200 (ze środkowym elementem grzejnym),
/ Standardowa pojemność opcji poziomej 600kg i do 1500kg,
/ Metalowa strefa gorąca,
/ Sześć stref sterowania sterowanych tyrystorami,
/ Ultra wysoka próżnia, dzięki zastosowaniu pomp turbomolekularnych,
/ Zewnętrzny system chłodzenia gazowego,
/ Ciśnienie chłodzenia: 1 bar abs.,
/ Gazy chłodzące: N2, Ar,
/ Komputerowy system sterowania, przyjazny dla operatora.
/ Równomierność temperatury: ± 3oC,
/ Próżnia końcowa: ≤8×10-8 mbar,
/ Próżnia robocza: w temp. 850oC: 1×10-6 mbar,
/ Poziom nacieku: zakres 1×10-4 mbar l/s.
/ Lutowanie
/ Elektryczny,
/ Energetyczny.
Dwa rozmiary:
/ 600x600x900mm przy masie wsadu 200kg bez środkowego elementu grzejnego,
/ 1000x1000x1200 przy masie wsadu 1200kg lub 1500kg ze środkowym elementem grzejnym (2x500mmx1000mmx1200mm),
/ inne rozmiary na zapytanie.
/ próżnia jako atmosfera ochronna i technologiczna eliminuje konieczność stosowania szkodliwych gazów procesowych i ich emisji do otoczenia,
/ brak emisji CO₂, brak użycia paliw kopalnianych,
/ zastosowanie gazu do chłodzenia (azot, argon), pozyskiwanego i zwracanego do powietrza, neutralnego dla środowiska,
/ wzmocniona izolacja termiczna oszczędza energię elektryczną (ok. 20 %),
/ wysoka sprawność energetyczna użytych komponentów elektrycznych (silniki klasy IE3, sterowanie falownikowe, itp.),
/ zastosowanie systemów i algorytmów ograniczających zużycie czynników energetycznych i technologicznych (system pompowy, grzania i chłodzenia),
/ brak emisji szkodliwych substancji,
/ zmniejszenie deformacji hartowniczych i kosztów obróbki twardej (hard machining),
/ eliminacja mycia części po obróbce cieplnej.